


1000 Series 2 3 4 5 Контролер центар за обработка на оски со функција RTCP
Карактеристики на производот
1.Adopt меѓународниот стандард g код
2. Целосно отворени информации за PLC, макро и аларм
3. Едноставен HMI (интерфејс за човечка машина), барање за дијалог прозорец
4.Сите параметри се прикажани и побарани на англиски јазик
5.Информации за аларм и грешка со зборови наместо бит параметар
6. Функција за поврзување на интерполација од 5 оски и погоре, функција RTCP, функција DNC
7.Поддржете ATC тип чадор, ATC тип механички рачен, Линеарен тип ATC, серво тип ATC, специјален тип ATC
8.Поддршка на бедем за броење, бедем со енкодер и серво бедем
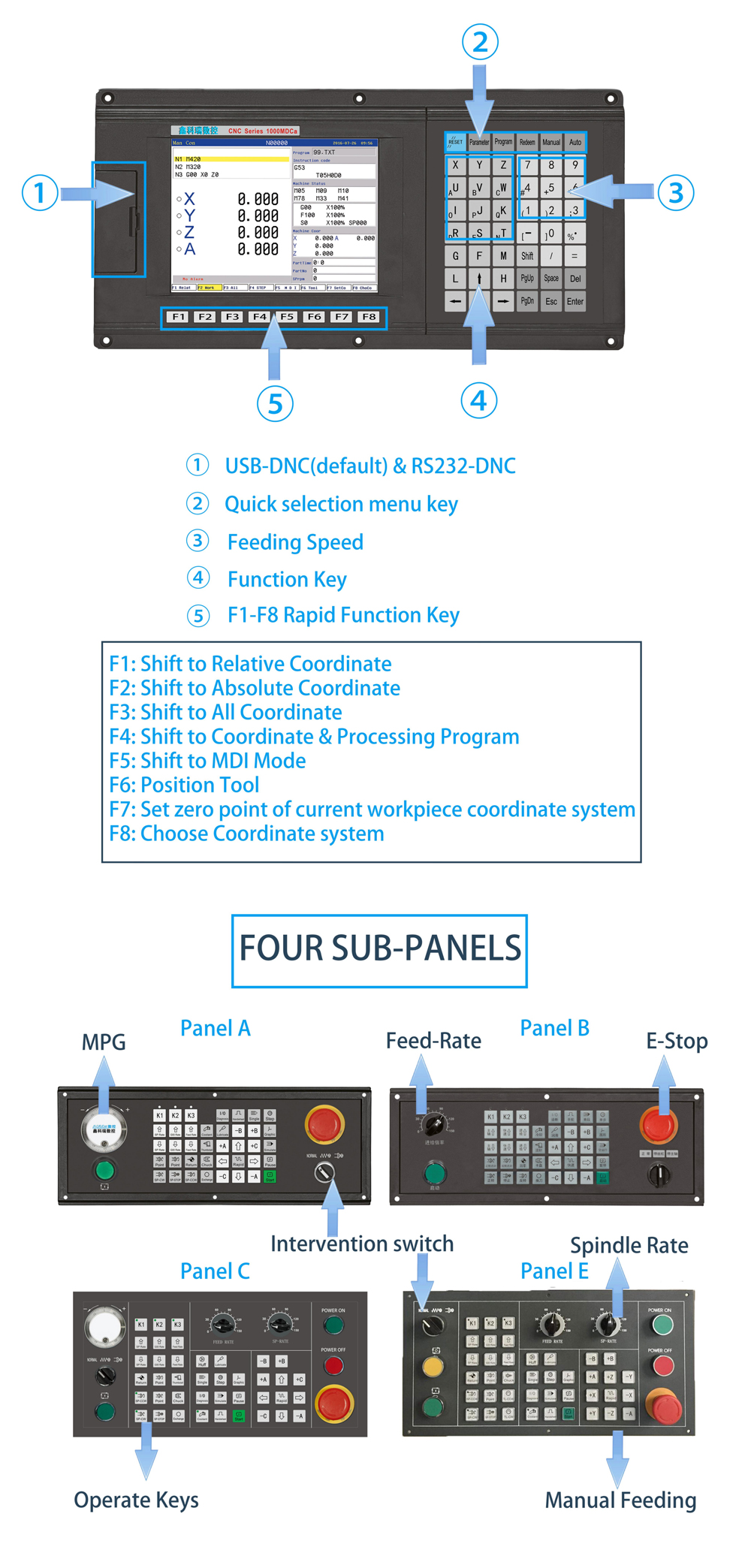
9. Серијата 1000 и серијата 1500 имаат 4 модели на под-панел; можете да изберете според вашите потреби.
10. CNC контролерот на NEWKer поддржува и примена на разни специјални машини, како што се машини за мелење, плови, машини за дупчење, машини за дупчење, машини за фалсификување, машини за подмачкување на запчаници итн. Контролерот исто така може да се развива секундарно. Поддржете персонализирано прилагодување и дизајн.
Детали за параметарот
| Системска функција | Шифрата G покажува | ||
| Број на контролна оска | 3~8 (X, Y, Z, A, B, C, Xs, Ys) | Лоцирајте брзо: | G00 |
| Најмало програмирање: | 0,001 мм | Интерполација на права линија | Г01 |
| Најмногу програмирање: | ±99999,999мм | Интерполација на лак: | Г02/03 |
| Највисока брзина: | 60 м/мин | Пресек на конец: | G32 |
| Брзина на напојување: | 0,001~30м/мин | Циклус на сечење цилинер или конус: | Г90 |
| Континуиран прирачник: | една оска или повеќе оски во исто време | Циклус на сечење на крајното лице: | G94 |
| Линиска интерполација: | Директна линија, лак, интерполација на конец за завртка | циклус на конец за сечење | G92 |
| Надомест на секач: | Должина на компензација, радиус на носот на компензација на алатот | Фиксен циклус на тапкање | G93 |
| Влез за компензација на секачот: | Обидете се да го намалите режимот на внесување мерење | Циклус на грубо сечење во круг | G71 |
| Функција на вретеното: | опрема, двојна аналогна контрола, круто тапкање | Циклус на груб рез на крајното лице: | G72 |
| Функција на рачно тркало: | панел, рачен | Циклус на затворено сечење | G73 |
| обработка на рачни тркала: | Функцијата за обработка на рачните тркала | Циклус на дупчење длабока дупка на крајното лице | G74 |
| Заштита на екранот: | Функцијата за заштита на екранот | Циклус на жлебот за сечење со надворешен дијаметар | G75 |
| Функција за одмор на алат: | Остаток за алат за ред, Електричен премногу нож со 99 | Циклус на сечење соединение конец | G76 |
| Комуникациска функција: | RS232, USB интерфејс | Циклус на програма | G22, G800 |
| Функција за компензација: | Компензација на алат, компензација на простор, компензација на чекорот на завртката, компензација на радиус | Локален координатен систем: | G52 |
| Уредете ја програмата: | Метрички/Империјален, прав конец, конусна нишка и така натаму | Откријте ја инструкцијата за прескокнување | G31, G311 |
| Функција за гранична позиција | мека граница, тврда граница | Координати на пол | Г15, Г16 |
| функција на конец | метрички и инчен формат, права нишка, конусна нишка и така натаму | Метричка/Империјална програма: | Г20, Г21 |
| Функција за претходно читање: | Однапред прочитајте 10.000 кратки прави линии | Поставете координати, поместување | G184, G185 |
| Заштита со лозинка: | Повеќестепена заштита со лозинка | Координатен систем на работното парче: | G54~G59 |
| Влез/излез: | В/И 56*24 | Радиус на алатот C | G40, G41, G42 |
| PLC програма: | Целиот отворен PLC дизајн | Точно лоцирање/процес на континуирана патека: | G60/G64 |
| Контрола на забрзување и забавување: | Права линија, Индекс | Постојано линеарно сечење: | G96/G97 |
| Број на енкодер: | било која поставка | Режим на хранење: | G98, G99 |
| Корисничка макро програма: | Имаат | Назад до почетната точка на програмата: | Г26 |
| Функција на електричен менувач: | Имаат | Назад кон фиксната точка: | G25, G61, G60 |
| Подпанел | Тип со рачно тркало; Б тип со бенд прекинувач; В тип со А и Б, тип Е | Назад кон почетната точка: | Г28 |
| Апликација: | VMC, мелење, специјална машина | Суспендирај: | Г04 |
| Макро програма: | G65, G66, G67 | ||
| Помошна функција: | С, М, Т | ||
Предност на функцијата
1. едноставен и јасен параметар, непотребно е да се бара рачно.
2. отворен PLC, може да се уредува онлајн или офлајн според потребите.
3. Отворете програма за макро, достапна за флексибилна апликација и понатамошен развој.
4. Дијалог за клиентизација, олеснете го процесот.
5. Отворете OPC порта, достапна за далечински монитор и контрола.
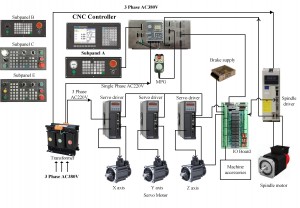
6. Апликација: CNC машина за струг, ЦПУ центар за вртење, машина за мелење и особено автоматска опрема
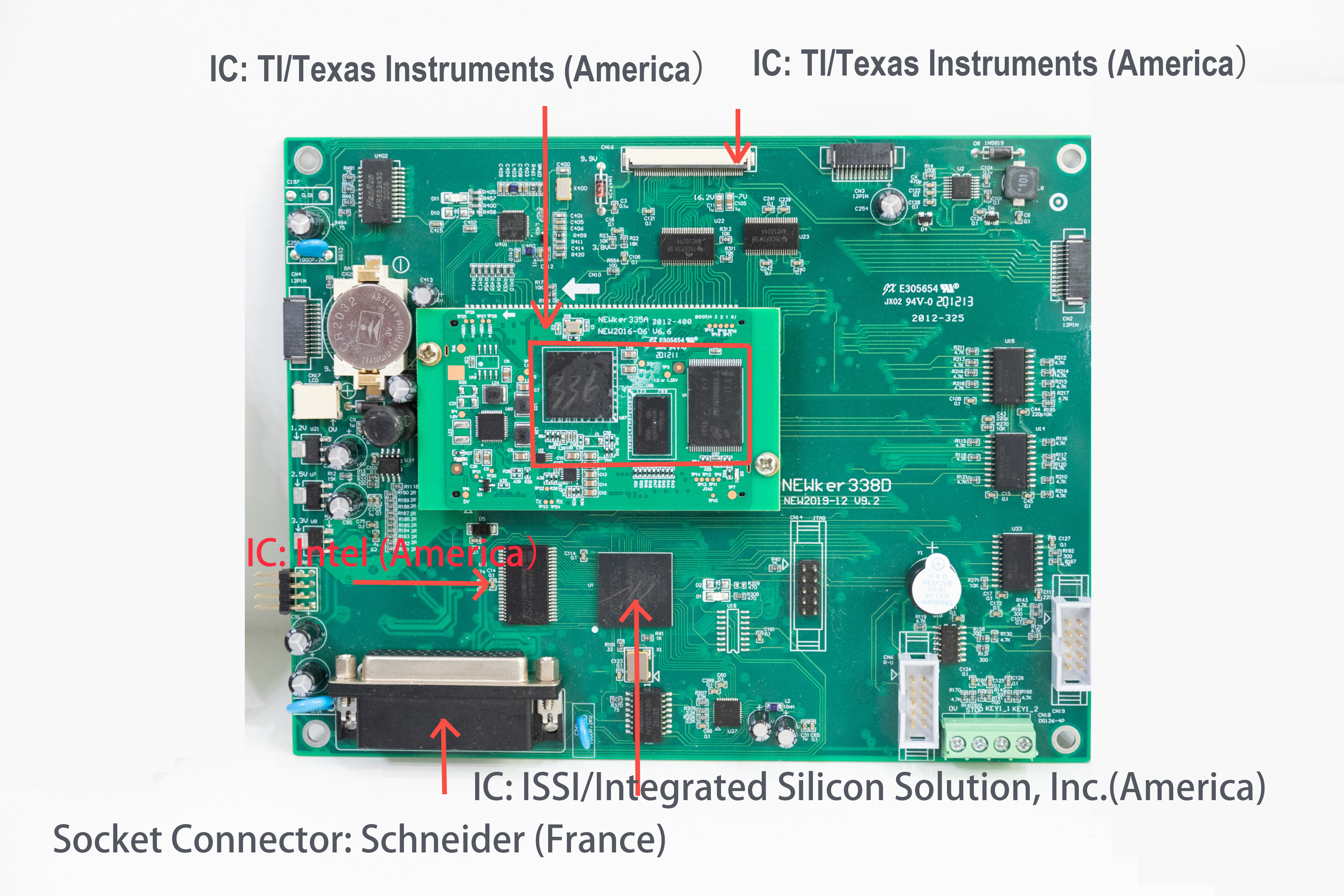
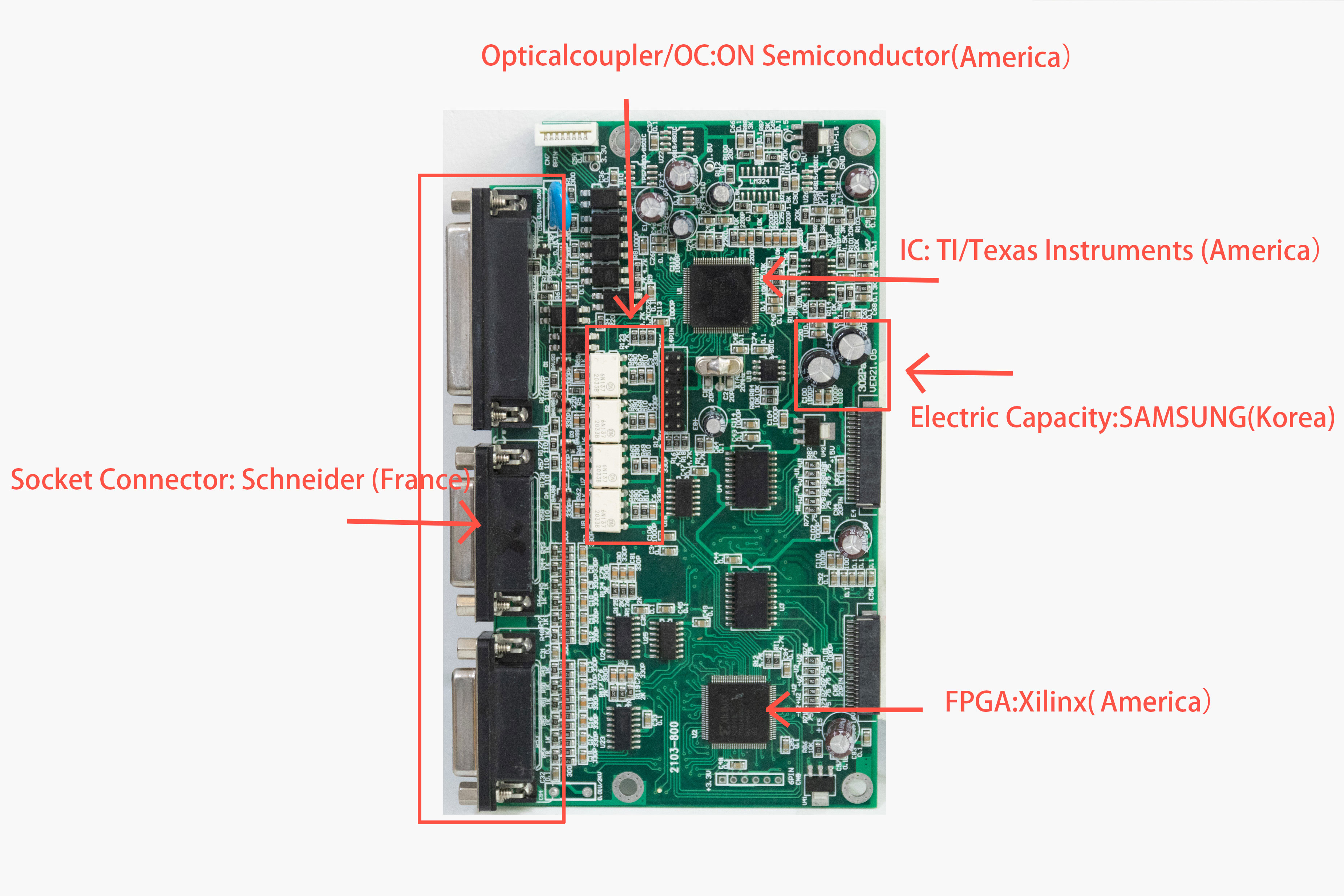
Марката на внатрешните компоненти што ги користиме се како што следува:
1